江苏兴钻超硬材料科技有限公司

网站首页
产品中心
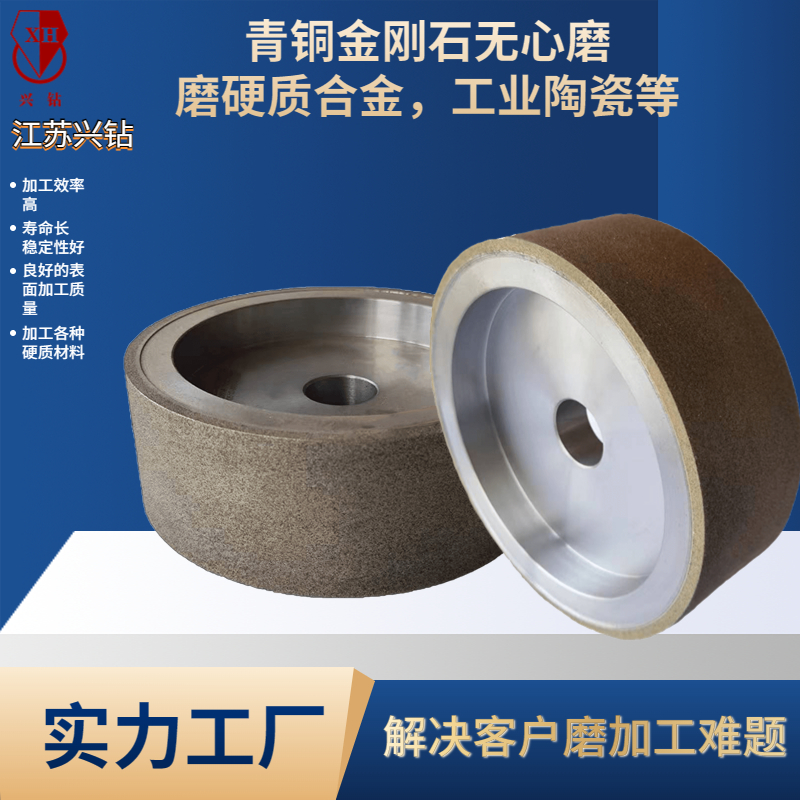
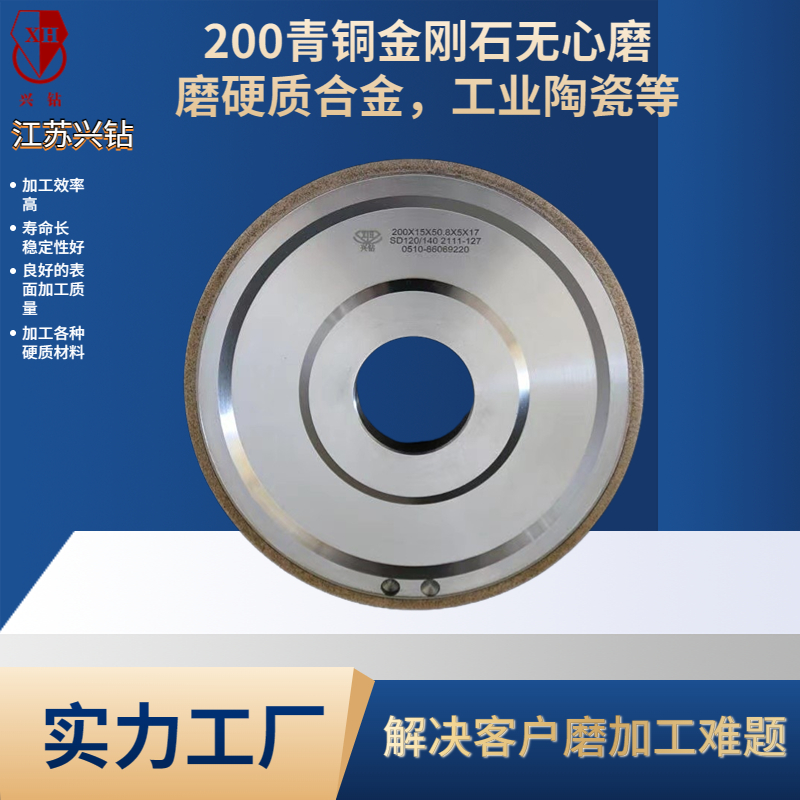
青铜金刚石&CBN砂轮
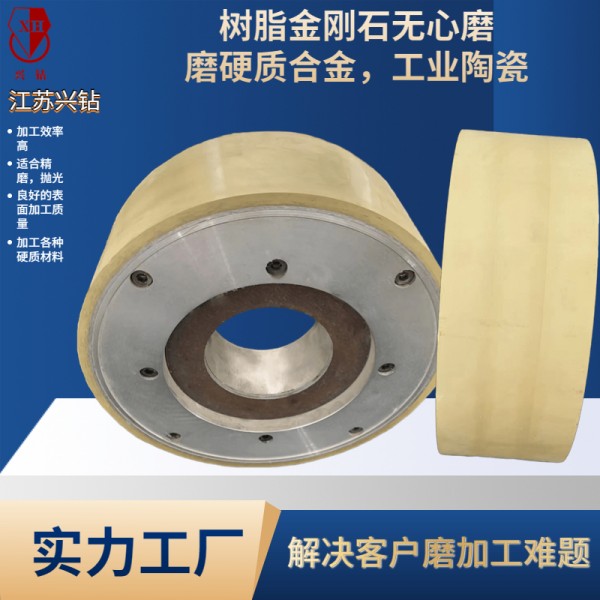
树脂金刚石&CBN砂轮
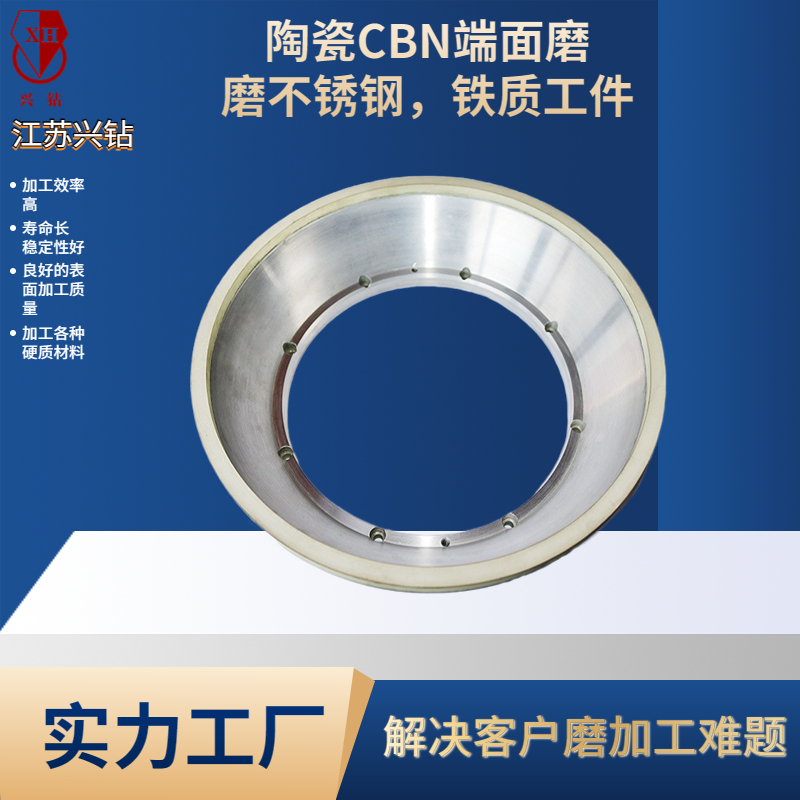
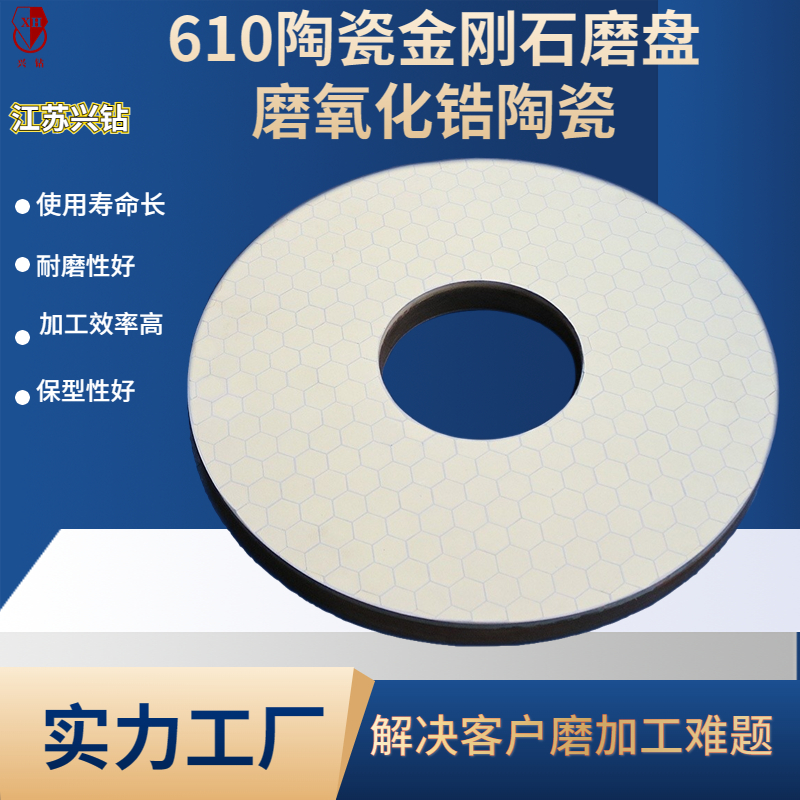
陶瓷金刚石&CBN砂轮
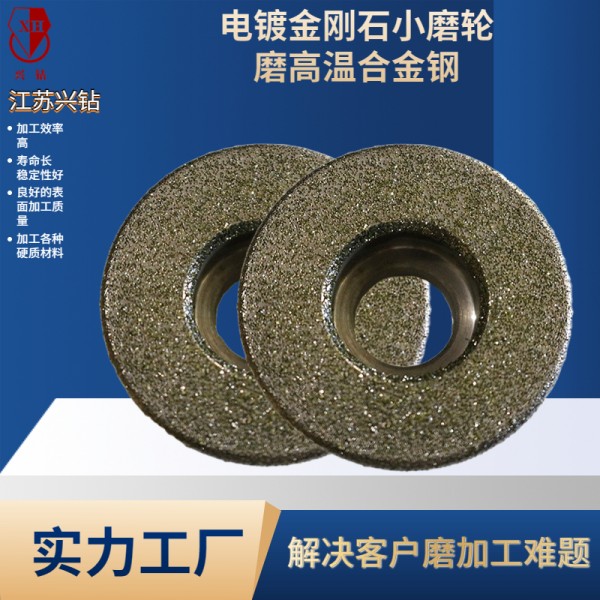
电镀金刚石&CBN砂轮
钎焊金刚石砂轮
无心磨金刚石&CBN砂轮
金刚石&CBN研磨盘
应用行业
晶圆半导体
硬质合金
磁选材料
汽车凸轮轴&曲轴
工程陶瓷
PCD&PCBN&五轴刀具
光学玻璃
太阳能硅片
医疗
各种合金钢
关于我们
新闻资讯
行业资讯
公司动态
联系我们
服务支持